�������չ�ҹ����ٸֵ�ս�Է���
���ٸ���Ʒ�����ߡ�ģ�ߡ������ȣ�����Դ���������Ͷ��ܼ��͵IJ�Ʒ��������ٸ���Ʒ������Ӧ���飬���Ͽɳ�����չս�Է��롣
�Ը��ٸֵķ�չ���ԣ����������������ʵ���ߡ��͵�ǰ���ԣ��ʵ�����ǵ���֮����
�ҹ�ӵ�зḻ���١��⡢����Դ�������ø��¼����������ʹ��߸֡����ٸ֡�ģ�߸֡�����֣�������ӹ��ɵ��ߡ����ߡ�ģ�ߺ������ȳ�Ʒ�����������Ҫ����������г�ȡ����Դ���ڣ��ⲻ���ǵ���֮����������һ��������Զ�����ս�Է�չ���⡣
�ҹ����ⷰ����Դ����
1������Դ������
�ҹ������ٴ���145��t(��������292��t)��ռ�����ܴ�����57.5%�����������������������һ�����о������أ������������г������������������������ɣ�äĿ��Դ���ڣ�ʹ��ҵ����������2003������پ����м��ƷAPT�����ἰ����ռ���ڽ���62.8%��
2������Դ������
�ҹ������ⴢ���ߴ�183.98��t(��������330.2��t)������������ڶ���������ѳǡ������д����֮���������������ġ��ҹ����ڸ�����ҵ����ռ�ܲ�����77%���ҹ������ܶ�ϵ������Ҫ����ʪ��ұ��������Ϊ���ѣ����ڸ�����ҵ�������ٸֺ�ģ�߸֣��ٺ����Ϊ�мۺϽ�Ԫ�أ��ɲ����滻�����������ڷ��롣
3������Դ����
�ҹ�����Դ�ḻ������֦�����Ѵ�����������V2O5��Դ������2500��t��������֦��������˾��ת¯�ᷰ��Ӧ���¼�������߷�����Ʒλ����Ϊ�������������ҵ֮һ�����ϡ��������Ĵ��Ͱ���4ʡʯú��������Դ������2000��t֮�࣬����������
������Ҫ��;�ڸ�����ҵ���ڵͺϽ�֡����߸ֺ������Ͻ��������ռ87%�����ѺϽ��������Ͻ�Ԫ�أ���Ti6Al4V��Ti6Al6V2Sn��Ti8AlMoV�Ͻ���������װ�ù������ɻ������Ǽܽṹ����Ӧ�Ѳ��ϡ�
����Ͻ�HSLA��������ȫ���1��t��������Ҫ�Ͻ�Ԫ�أ����������������潨��ҵ�ķ�չ�����Ƹֽ�HRB400���ü��������ٸֳ��ز����ڢֽ�20MnSi
�Ļ����ϼ�V-N�Ͻ�Ͻ��ָ��������٣����ҹ�ÿ��2200��t�ֽ�ȫ���ü�V-N�Ͻ�ս�ԺϽ�Ԫ��V��Դ���ľ����Ʊ�������ԴΣ����Ϊ�ˣ������������ڿ����µ�����ǿ������ȡ��V-N��
4�������������ij����DZ�����Դ����
�����������ִ���˹��ҳ�������ƣ�1997�������������ܿ��ƣ����۸������������⾭ó������˶����Ͻ�������ƣ���������������Ϊһ�����Ͻ�������������������1996��656t��2003���6028.6t��7���ʱ��������9.2����
ȫ��������1tW75���������Թ�ұ��12tM2���ٸ֣���ͨ����¯��40%�����ϣ�1tW75��������ұ��20tM2���ٸ֡���ô��6000t������ұ��12��t���ٸ֣����ֻ����ֿ�����������������������ó���Ž������������ơ�
1t����ұ���ۺϵ�Ĵ���4000kW��h���ŷŴ���CO2(300m3/t)��SO2��NOx����������ELV���ء�������������������ͼ۳��ڣ�����ʹ��Դ����ɥʧ����ʹ�ҹ���Ϊ�����������ת����Ⱦ�ij�����
���ٸּ�ģ�߸ֵ���Ҫ��
1�����ٸֵ���
�������繤��Э��ͳ�ƣ�����������Ϊ�������ٸֵ���ռ�����۶��71.26%(��W��Mo)��Ӳ�ʺϽ�(��WC��Mo2C��WSi2��MoSi2)ռ28.24%���������մɵ���(�������մɡ�������-�������մɡ�����������۾�)��ռ0.5%�����ٸ������������н�������ʷ���Ͻ������칤�ղ����з�չ�������ϻ����ɷֱ仯�����ٸֳ�ʢ��˥��������4��ԭ��
(1)���Ժͼӹ����Ա�Ӳ�ʺϽ߸�һ���Ρ�Ӳ�ʺϽ�����ڳ�����ͷ��״���ߣ������ٸֿ�����ϳ����������˿����������ȸ��ӵ��ߣ�
(2)���ٸ��Ʊ������������ƣ�Ϊ��߲��ϴ����Ⱥ;����Է�����õ������۾������Ͻ��������̼�����Ϳ����¼����ķ�չ��
(3)�۸������
(4)�ɻ��������á�
��ϵ���ٸ�������ASTMT1�ٵ���������Ϊ18%���ձ�JISSKH3�ٵ�������Ϊ18%���¹�DINS18-1-2-5�ٵ���������Ϊ18%������ϵ���ٸ�������ASTMM2w(W+Mo)=11%���ձ�JISSKH53w(W+Mo)=11%���¹�DINS7-4-2-5w(W+Mo)=11%��
���ٸ��ȴ������д���̼����������(MC��M6C��M2C��M23C6��)���Ƴɵ�����600�����Һ����¶��¾��нϸ�Ӳ��(HRC>60)���������õ��������ܡ���ˣ����ٸֹ㷺Ӧ���ڳ�������ͷ��ϳ������������ݵ����ʵ���˿�;������ر����ڸ�Ч�Զ�����������������������ľʽ�����ķ�չ�Լ�����������Ӧ����������ºϽ��ѺϽ𡢳���ǿ�ȸֲ������ӹ��Ը��ٸ�������������
����OECDͳ�ƣ�2003��ȫ������ٸֲָIJ�����22��t���ҹ������������һ���ظ�Э��ͳ��2003��ֶ���77236.33t���ֲ�59332.7t��(����Э����Ӫ��ҵ���ֲܸIJ�������6.4��t)������23726.5t�Ƴ���ͷ����ϳ�꼰��Ƭ���ڣ�4��t���������Ҫ����ijЩ�ߵ��β�Ʒ��γ��ӹ��õij�Ӳ���ٸ�������ڡ�
2�����ٸ�ģ��
Ŀǰ���õ������Լ80%��ģ�ӹ������繤ҵ��70%�����ģ�ӹ���������Ʒ���մ���Ʒ������Ʒ�����ġ��ͻ���ϴ�������ģ�߳��͡�һ�����������������ͼ���4000����ģ�ߣ�����2000��֡�20����80������ձ����¹��������ȷ������ģ�߹�ҵ�ܲ�ֵ�ѳ��������ܲ�ֵ��Ŀǰ����ģ���ܲ�ֵԼ660����Ԫ���ձ��ơ�ģ���Ǵٽ���ᷱ�ٵĶ��������¹��ơ�ģ���ǹ�ҵ��չ�Ļ�ʯ����
ģ�߸��ձ麬�⡢���Ƚ���Ԫ�ء���������ģ�߸ֺ��ϸߵ��٣�����3Cr2W8Vw(W)7.5%��9.0%������ASTMH21w(W)8.5%��10.0%���ձ�����ģ�߸�JISSKD5w(W)9%��10%��Ӣ������ģ�߸�BH26w(W)17.5%��18.5%����������ģ�߸�Z30WCV9w(W)8.5%��9.5%��
2003���ҹ�14���ظֳ������Ͻ�ģ�߸֣�Cr12Mo1V1(D2)��CrWMo(O1)��3Cr2W8V(H21)��5CrNiMo��5CrMNMO��4Cr5MoSiV1(H13)��4Cr5MoSiV(H11)��3Cr2Mo(P20)��3Cr2NiMnMo(718)��ģ�߸�23��t������H21(3Cr2W9V)����w(W)9%������Դ���ƣ������������������ģ��ѹ��ģ��
3�����ٸ�����������
Ҫ���Ӳ�ȣ�����ĥ�Ե��伷ѹ��ͷ���������������ø��ٸ������죬�����������������Բ������ʧЧ��������Ϊ����������Զ��о���չ�˻���֣�����Ͻ�ѧ�ɷּ����������֯����ٸֽ��ƣ���̼�������������٣����й���̼�������٣�̼����ߴ�ϸС���ֲ����ȡ��ҹ���չ6W18Cr4V��6W6Mo5Cr4V�Ȱ�̼���ٸ֡�
�����������һֱ����W18���ٸ֡�������������ЧӦ��������ȣ��յ������豸���ٷ�չ����ˣ���ѹ��ҶƬ�ø��ٸ�ҶƬ��������������������DZ���г���4��t/a��
�ҹ����ٸֵ�������״���������
1���ҹ����ٸֲ���
2003�괴�ҹ���ʷ�����ˮƽ���ҹ����ٸ�1985��2003���������������1������OECDͳ��2003��ʵ�ʸ��ٸֲָĴ�22��t���ҹ�ʵ���ֲ�6.4��t(������Ӫ��ҵδ������ҵͳ��)��ռ����29.1%����������λ�������칤����2003����ٸֲ�����23008t����������ŷ��˾��(Erasteel)���ڹ����������С��ҹ�������������λ���������ҹ����ÿ��������Ĵ����������Ӧ������ҵ�ķ�չ�������ӹ��㲿�����������ر����ҹ��ḻ���١��⡢����Դ���ٽ��ҹ����ٸֲIJ�����������
��1���ҹ����ٸ���������
| �� | �ֶ� | �ֲ� |
| 1985 | 42201 | 28240 |
| 1986 | 43280 | 29846 |
| 1987 | 46913 | 31516 |
| 1988 | 43650 | 28199 |
| 1989 | 61493 | 38903 |
| 1990 | 56300 | 36565 |
| 1991 | 45792 | 31242 |
| 1992 | 33970 | 23455 |
| 1993 | 44748 | 29141 |
| 1994 | 36037 | 24000 |
| 1995 | 28202 | 21410 |
| 1996 | 30400 | 22383 |
| 1997 | 20802 | 15848 |
| 1998 | 20934 | 16209 |
| 1999 | 28537 | 20025 |
| 2000 | 53070 | 40335 |
| 2001 | 52612 | 40618 |
| 2002 | 60506 | 46923 |
| 2003 | 77236 | 59143 |
ע��1985-1999��ұ��Э���飬2000-2003���ظ���ҵ���ٸ�רҵ�飬���ٵ���[W]<5%�ĵͺϽ���ٸ�
2003��������ٸ������ĸ�����£��µ���(��Bohler��˾Ϊ��)����30200t������(��ErasteelΪ��)2.2��t���ձ�(��������������Ϊ��)�����ٸ�2.5��t������Լ3��t(��Crucible��1.2��t��ĩ���ٸ�)������˹Լ3��t���������Ҳ����ٸ�Լ2��t��
2���ҹ����ٸ�����Ʒ��������
Ŀǰ�ҹ���Ȼ�Ǹ��ٸ�����������������������Ƚ����ң���µ������������ձ��ȹ���ȣ��������������Ʒʵ���������нϴ��࣬�ҹ�ԭ�й����������ҵ�����Ϻ�����ֳ�����������ֳ�����������ֳ��ȵIJ�Ʒ����������������ˮƽ�������˹���ݿ˴����൱����ԭ�ظֳ��������ڽ�ռ����9.36%�����˵���Ӫ��ҵռ�ϴ�ݶ�������˵����Щ��ҵ����װ��������ֶΡ�����ˮƽ�β�룬����������¡�
1)������������
�ֺ�Ƥ�����������Ʊ����ߣ�������С�Ͳĺ��߲ı�����̼����ȳ�������������Χ������һ�ȱ��治�ϸ����ռ������3.1%��
2)���ߴ羫�ȵ�
���ٸ�רҵ������������С�Ͳģ��ձ���ú���ʽ�������ߴ羫��ֻ�ܴﵽ����GB9943-88
��ˮƽ��ʵ��ߴ繫�������ASTMA600����1�����ȹ����Ʒʵ�﹫���2��3����
3)����ѧ�ɷֲ�����
����M42�Ļ�ѧ�ɷ�Ϊ��w(S)��0.01%��w(P)��0.02%��w(As)+w(Pb)+w(Sn)��0.045%���������ٸ�w(P)��w(Cu)�����ꡣ
4)��̼����������벻���ȵIJ��
����M2С�Ͳ���Ť����Ʒ��<3%������Լ4%������M2̼��������ȡ�11��m�����ڵ�M42��M35��Co���ٸ�Ӳ�Ȳ�����Χ��HRC��1����2�г��˽���M42���ٸ���̼���ﲻ���ȵ�ͳ�ơ�
��2��������������ٸ���̼���ﲻ���ȱȽ�
| ���/mm | 1/4D̼����ƽ������ | 1/8D̼����ƽ������ |
| ��30��40 | 3.12/3.33 | 1.75/3.07 |
| ��40��60 | 3.50/3.42 | 2.16/3.56 |
| ��60��80 | 4.38/4.23 | 2.88/4.36 |
�ӱ�2�п��Կ��������ڲ�1/4D��̼���������M42�൱����1/8D���������пڲ���̼����ȹ���M42��1.5��2.0����������������ߵ���������
5)������M42���ٸ��ڼ������ϵ�����
����M42����û��C���D����ӣ�A��0.5����ϸ1.0����B��֡�1.5��������M42ϵ�������۸ֱȽ���M42�ּ��ӵ�0.5��1.0����
6)��Ʒ�ֹ��ȫ
��ĩұ����ٸ������հף�M42��˿���������հס�������ٸְ�Ŀɹ���Ϊ0.6��65mm�Ĺ����Erasteel�����4000t����Ҫ��0.63mm���壬Ϊ���þ����ṩԭ���ϡ�
�ҹ���ұ���칤����Ҫ���ٸֲ�ƷΪM2��W4��W9��W18��M2Al��M42��M357��Ʒ�֡�����Erasteel���и��ٸ�Ʒ��26�������к���ĩұ����ٸֲ�ƷASP2030��2060��8���ƺš�
7)��ȱ�ٸߵ��β�ƷĿ
ǰ�ҹ��ߵ��εĸ����ܸ��ٸ�(�к��������ܣ��������֣����Һ�����M2AlΪ��)2003���ռ9.29%�����⺬Co�ĸ����ܸ��ٸִ���ռ15%��20%���Թ����Ľ�����
8)��ȱ���ϸ�Ĺ��ұ��볧�ر�
����ASTMA600���Ƚ�������ȫ�桢Ҫ����ϣ�����Ϊ�ƶ��ҹ��±��IJο�����ʵ��������ִ�еij��ر�����Bohler��˾��������˾����M2��ʵ��ˮƽΪ����
(1)̼��������ȡ�11��m��
(2)���+�ػ�Ӳ��65��67HRC��
(3)��Ӳ��(600��)��63HRC��
(4)��̼����ȡ�1%D��
(5)���������ʡ�1%��
���ٸֱ���ұ����ˮƽ��߳ɷַ�Χ��С���ձ�JISG4403��2000����JISG-83��ԭ��13���ֺ��У�����10����С�˳ɷַ�Χ���ر���C��Mo��W��V4��Ԫ�ء����������ʱ�ISO�����ڸ��ٸֱ���Ϯǰ����������Ȼ����ڷ�չ��
��չ�ҹ����ٸּ�����Ʒ�ĶԲ�
1�������Ƚ�����
1)�����ڻ�ԭ��ұ�����ٸ�
��������ڻ�ԭΪ����̿����������������ڻ�ԭ����������״̬���û�ԭ��(��̬��Һ̬����̬)��ԭ��ʯ��ۣ��Ի�ô��������Ͻ𡢽����仯�����Ͻ�֡�����������ֱ�ӻ�ԭʱ�Ͻ���δ����8%�Ĺ�ҵ���̳�Ϊ��ֱ�ӻ�ԭ�����Ͻ��ʳ���8%�Ĺ��չ��̳�Ϊ�Ͻ�ֵ����ڻ�ԭ��
ǰ�ڹ������ڵ������ǣ�1ֱ�ӺϽ����٣�w(W)+w(Mo)��5%��2�Ͻ��յ��ʵͣ��ٺ�����յ��ʵ���88%��3����ʹ�õ�Ʒλ��4���ý�������ҵ��Ȱ���Ļ�ԭ��������Ч��
ǰ�ڹ����������������ֱ�ӻ�ԭұ�����١���ִ��ڵ����⣺
(1)����ѧ�о���������ļ�רҵ��Է�Ӧ�P��Ӧ�����״̬������������ܱ仯��G�㲻ȷ�������õ���ʽ����ʵ�������ܱ仯��G��
(2)��Ӧ����ѧ�о����㡣�ƿ˵�һ�����������ȶ���ɢ����ʵ��ұ��������ڸ����������½��еģ����ڶ�����������˶���
(3)�ӷ�����δ�����WO3��ұ���������з�����ʧ��MoO3�ӷ���Ϊ���أ�
(4)��ԭ�����µ�����Ч���
(5)��Ӧ��δ���ף�
(6)�绯ѧЧӦδ�õ�Ӧ�á�
�����о���Ժ��1994�꿪ʼ�о������ڻ�ԭұ�����ٸ֣����ð��ٿ�������ͷ���ұ�����ٸֽ�������ѧ�Ͷ���ѧ�ļ���������������ڻ�ԭ�����У�CaWO4��MoO3��V2O5����CaC2��Si-Fe��SiC����ԭ����Ӧ���̰�������-�̷�Ӧ��Һ-�̷�Ӧ����ԡ��Ӧ��Һ-Һ��Ӧ�������˵��¿��ٻ�ԭ���������������Ʒ��ڵȼ��������ֻ�ԭWO3�������Ի�����WO3�������е���ɢ����ȡ����������ԣ�����Ӧ�����ܼӿ�WO3�Ļ�ԭ����ʹ�����������Ч������Ļӷ�����20t��AC�绡¯�����������ҵ���������ٸ�M2�ɹ����������죬�������̹���Լ��Դ�������ܺģ���߳�Ʒ�ʺ��ƻ������ŵ㡣�ۺ�������Ч��ÿ��M2�ֽ�Լ�ɱ�2780Ԫ��Ӧ����һ�¼����������ظֹ�˾����ҵ�ۼ�����M2��8981t��
ʵ��֤�����ڻ�ԭ�����봫ͳ���ձȽ��ڼ������úͻ�����������������Խ�ԡ�
(1)�Ͻ��յ��ʸߡ�
(2)�ͱ���֯��̼���ﲻ��������������ISORAPID2000�൱������ڵ�����ע���ͽϰµ���Bohler��˾����С���ᾧ����ȴˮ�����������鶧�ж�����ϵ����̼���ﲻ���ȷ����Ծ����ơ��������ܱȽϼ���4��
��3���Ͻ��յ��� %
��4���ͱ���֯��̼����ıȽ�
��5���ǽ�������������
��6���ֵĴ�����
��7���ܺĺ�ұ��ʱ��
(3)���зǽ���������������������ASTMA56����
�Ͻ�Ԫ��
w(W)
w(Mo)
w(V)
��Ŀָ��
��92
��96
��90
���ڻ�ԭ2947����
97.1
98.2
93.1
���Ͻ�+�绡¯����
93��96=89.3
95��95=90.3
93��94=87.4
����
���/mm
�ͱ���֯
̼����IJ����ȶ�
һ������
��������0.5
���ڻ�ԭ����
80��80
0.5
0.5
4.0��2
����5
0.5
0.5
5.0��2
ISORAPID2000
80��80
0.5
0.5
4.5
��5
0.5
0.5
5.5
�Ƚ���Ŀ
���/mm
A��
B��
C��
D��
��
ϸ
��
ϸ
��
ϸ
��
ϸ
���ڻ�ԭM-2
46��200
1
1
1
1
0
0
0
0
1
1
1
1.5
0
0
0
0
���ڻ�ԭM-2
46��180
0.5
0.5
0.5
0.5
0
0
0
0
0.5
0.5
0.5
0.5
0
0
0
0
���ڻ�ԭM-2
62
1
1
1
1.5
0
0
0
0
1
1
1
1.5
0
0
0
0
ASTMA56
��
��2.5
��2.0
��2.5
��2.0
��2.0
��1.5
��1.5
��1.5
��
�ձ�����M2��
���Ͻ�ұ��
�����ﻹԭ
����������
66
55
55/20
����������
143
157
154
��Ŀ
�ֵָ��/(kW��h)
ұ��ʱ��/min
ָ��
��550
��270
���ڻ�ԭ����
542
��270
���ڻ�ԭ����
662+480
108+230
(4)�ִ����ȸߡ�
(5)�ܺĵ͡�ұ��ʱ�����̡�
(6)�������ɼ��ᡣ�Ƚϴ�ͳ�������������ڻ�ԭ���յĻ�������ϵ��(WG=wCO2+wSO2+wNOx��t/t)�õ����½�������Ͻ�+�绡¯���յ�WG=6.047t/t�����ڻ�ԭ���յ�WG=2.014t/t�����߱�ǰ����2/3��������������863��Ŀ��2002��ͨ�����Ҽ���������ҷ���ר��(ZL00129982.4)��2004�걻��Ϊ�����ص�ɹ��ƹ���Ŀ���ڽ��ա������ƹ㡣
2)���������������������ע
�������۸��ٸ���ͬ���ֵ�¯���Ƴ�ϳ�����������Ƚ����45%���Ƴ����ƣ��ǿ�����35%������Carpenter��˾���ݿ�Polid����ұ��˾֤ʵ���������߳ɲ��ʡ����ͷ�Ʒ�����Եͳ�ȫ�����۷ѡ��ձ�����ֹ�˾�����ĸ��ٸ�100%���õ��������������Ϲ��ϴ������ٸ�(��80��320mm)Ӧ���õ��������������µ���1998��Breitenfeld����������ʽ�������������ٸ�100mm����������������ƽ�⼰����ȱ��δ����������ȶ���������������������������¼��������ڽ��й�ҵ�ƹ㣬��ԭ����ͼ1��
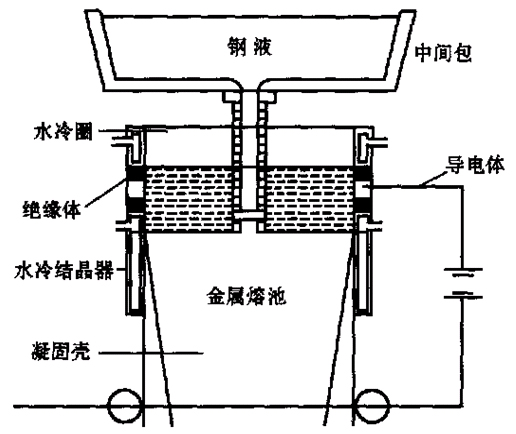
ͼ1��������������������ʾ��ͼ
3)����������
���ٸ�������ǰ����������ϸ����������С���������࣬�Ǹ��Ƹֵ�̼���ﲻ���ȣ�����̼��������ȣ������о�֤ʵ����֮��Ч�ķ���������8��
��8�����ٸּ��������������������Ӱ��
| ¯�� | ���������ɷ� | ���������ɷ� | λ�� | ͼ����ʵ��������������/��m | ��������ʵ��������������/��m | ||
| ��ֵ | ƽ�� | ��ֵ | ƽ�� | ||||
| 1 | ���� | - | �� | 75.86 | 89.22 | 87.92 | 82.23 |
| 1/2R | 108.75 | 89.22 | 81.6 | 82.23 | |||
| �� | 83.06 | 89.22 | 77.37 | 82.23 | |||
| 2 | Ti+Ce | w(Ti)=0.0826 | �� | 78.24 | 67.24 | 57.51 | 61.97 |
| w(Ce)<0.0005 | 1/2R | 58.49 | 67.24 | 65.6 | 61.97 | ||
| �� | �� | 65 | 67.24 | 63.25 | 61.97 | ||
| 3 | Zr | w(Zr)=0.005 | �� | 60.78 | 58.62 | 56.4 | 57.32 |
| �� | 1/2R | 58.98 | 58.62 | 56.73 | 57.32 | ||
| �� | �� | 56.11 | 58.62 | 59.01 | 57.32 | ||
| 4 | Nb | w(Nb)=0.046 | �� | 78.9 | 64.6 | 54.29 | 54.81 |
| �� | 1/2R | 68.52 | 64.6 | 54.96 | 54.81 | ||
| �� | �� | 48.39 | 64.6 | 55.17 | 54.81 | ||
| 5 | Ce-La | w(Ce)=0.032 | �� | 59.73 | 63.56 | 62.17 | 61.94 |
| w(Ce)=0.032 | 1/2R | 65.56 | 63.56 | 61.08 | 61.94 | ||
| �� | �� | 65.39 | 63.56 | 70.86 | 61.94 | ||
| 6 | TiC | w(Ti)=0.042 | �� | 63.13 | 66 | 57.45 | 56.41 |
| �� | 1/2R | 59.95 | 66 | 57.2 | 56.41 | ||
| �� | �� | 74.92 | 66 | 54.58 | 56.41 | ||
| 7 | ZrO | w(Zr)=0.005 | �� | 66.73 | 67.73 | 60.04 | 65.25 |
| �� | 1/2R | 72.6 | 67.73 | 68.45 | 65.25 | ||
| �� | �� | 63.9 | 67.73 | 67.45 | 65.25 | ||
| 8 | Ti | w(Zr)=0.005 | �� | 66.5 | 66.5 | 58.63 | 59.97 |
| �� | 1/2R | - | 66.5 | 57.03 | 59.97 | ||
| �� | �� | - | 66.5 | 64.44 | 59.97 | ||
| 9 | Ti+B | w(Ti)=0.10 | �� | 49.44 | 48.29 | 47.22 | 48.71 |
| w(B)=0.11 | 1/2R | 48.55 | 48.29 | 50.1 | 48.71 | ||
| �� | �� | 46.88 | 48.29 | 48.89 | 48.71 | ||
2��������˵ط�չ���ٸֵ���Դ�Բ�
1)�����ⷢչ���ٸ����н�ϱ�����Դ
(1)������Ĵ����������������λ����������Nb��Ϊ���ٸֺϽ�Ԫ�أ��������˰µ������¹�����ϵ��̽�����о�����ʾ�����̼�����ȶ��Խϸߣ�ʹ���ٸֵ��߿��ڽϸ��¶ȹ���������Villares���ſ�����Nb���ٸ�(w(Nb)=1%��2%)����Ӧ���C������Mo������W���������ٸ�(1.1C-4Cr-3Mo-2V-2Nb-0.1Ti)���Ƴɦ�9mm��ͷ������������M2(W6Mo5Cr4V2)���൱��
(2)��˹����չ����ٸ���˹����ȱ������Դ��������Դ�Ϸḻ�������ڷ�չMoϵ���ٸ֣�����AISIM7��JISSKH58��Mo����������Լ9%��
(3)����������Al��Si�ĸ��ٸ�����TeledyneVasco��˾�о��ɹ��ڸ��ٸ��м������ۺϽ�Ԫ��Al��Si���Խ�Լ����ϡȱԪ���١��⡢�ܡ��о��������ڸ��ٸ���ͬʱ����������Al��Si������ػ��¶ȣ����ⵥ���ӹ�ʱ������Ļػ���ԣ��Ӷ����ʹ�����ܣ������Al��Si�������ߵ��������Ļ�����
2)���ҹ�����Դ�Բ�
(1)��չ��Լ��ĸ�
�ҹ�����Դ77%���ڸ������ϣ��������ۺϽ����ֺϽ���Ҫ���⣬�ڹ����г�����۸���ٹ�4��5����Ϊ��Լ�⣬�����о���Ժ�����½������Ƴ�W9Mo3Cr4V��2003��ռ�ܲ���27.16%����������M2(W6Mo5Cr4V)���ٸ�����̼��������������ĥ���Խϲ��ȱ�㡣����W18Cr4V�Ƚϲ�����ԼW������̼���ﲻ���ȵõ����ƣ������ԽϺã��������Ĺ�Ť��ͷ�ӹ�Ҫ�Ӽ����Ϸ�����W9Mo3Cr4VӦռԼ40%���Ҳ��������ҹ�������ҵ����ŷ��������������չ�����ơ�
(2)��չ��Լ�ܵ�Co3N���ٸּ�V3N
����M42�ܵ���������Ϊ8%���ҹ�Coϡȱ���������Co����Զ�����ҹ������о���W8Mo5Cr4VCo3N��W12Mo3Cr4VCo3N��W12Mo3Cr4V3N��W9Mo3Cr4V3���ɲ��ִ����Co��M42�������ڿ����뱣�����ǹ���֤ʵ��������������Ϊ0.1%�ĸ��ٸֿ�ʹ����Ӳ����ߣ���Ӳ�����HRC1��2�������ְ�״M2C����߸ֵ����ԡ�
3����������
���ģ�߸ֵ������ӷ�ɢ�����У���ҵ�������һ�㶼��1��3�ҹ�ģ�߸�רҵ�����������������ռȫ���ܲ�����70%��80%���������ڵ»�ķ(Uddeholm)��˾���¹���ɭ��˾(TEW)���µ������ֹ�˾(Bohler)�����������ع�˾(Carpenter)�����Ͻ�ֹ�˾(Vasco)���ձ���ͬ��������˾������ŷ��˾��(Erasteel)���ձ�����(Yasugi)�ȡ���Щ��˾�豸���������п�����ռ�����ܶ��2%��4%�����������ڵ»�ķ��µ������ֹ�˾�ϲ�����Ϊ����������������ģ�߸ֹ�˾������������25��t/a��
4�������ʱ�����
�����ʱ�����֯ISO-4957-1980(E)�����������ٸְ�Bohler��˾ISORAPID2000��ģ�߸ְ�ISOLOC2000������
5����ӹ���Ʒ
�ձ���ͬ����ֹ�˾������չ��Ʒ��ӹ��;���𡢻ػ�����ģ�飬����6��ͨ����ģ�߸���2500���ֳߴ�ģ�顣ģ�߳����Բɹ���ģ�飬����ģ����ǻ���в����ӹ�����װ����������Ч�ʸߣ�ģ�������������̡�
�ҹ��칤���ŵ���ҵ2003���ø��ٸֲ�20675t����������ͷԶ��ŷ�ޡ��������������ɾ��ܵĴ���ϳ������ݵ����µ�������Ч��ɱ�����������ҵ��һ�������ܼ����Ͷ��ܼ���ҵ���ҹ��������ơ����������й����У������ǣ���������Ч����1���������ʸ��ٸ�Ч����3�����۾��ܸ��ӵ���Ч����21�����ڲ�ͬӦ������ͬ��Ʒ��̬ѡ�ø��ٸּ���9��
��9�����ٸ�Ӧ������Ʒ��̬����Ҫ����ѡ��
| Ӧ������ | Ӧ������ | ��Ҫ���� |
| ������������ | ���ġ���˿���ְ塢�ִ����ͼ� | M2��W9��W18��W4��M2Al��M42��M35 |
| ����ģ�� | ԤӲ��ģ�塢���� | M2��V3N��M35��W4 |
| ���� | ������������ۡ����� | ר�ø���,��̼M2 |
| ľ���������������е� | �ְ塢��֡��ִ� | M2��W4 |
| ��ĥ�� | ��֡����� | M2 |
| �ͱ������뷧 | ��˿ | M2��W9 |
| ��ѹ��ҶƬ | ��β� | M2���� |
����
(1)���ٸ�����Դ�ܼ��Ͳ�Ʒ���ҹ����١��⡢����Դ�ḻ����չ���ٸ־���DZ�����ơ�
(2)��������������������ʵ��������Դ���۳��ڣ�����Ӱ���ҹ����ٸֵ�����ԭ���������г�������ʹ�ҹ���Ϊ�������ת����Ⱦ������
(3)�ҹ�2003���������ٸֲ�Լ6.4��t���������һλ����������������ڷ�����ң���ĩұ����ٸ֣���Co��M42˿�����հס�
(4)��չ�ҹ����ٸֵ���֮���Dz����Ƚ������ڻ�ԭұ���������������������������κ˵ȼ�����