A882/A882M��02a����Ϳ���������˿ԤӦ���ֽ��߱��淶
2011-08-29 10:16����Դ�� �ҵĸ�����
�����Թ̶����� A 882/A882M ���з��������ƺ���ӵ����֣�������������õ���ݣ����ߣ���������Ļ���������������������ݡ������ڵ����֣�ָ������������»��ͨ������ݡ��Ͻǵ�ϣ����ĸ��ε����ʾ���ǣ�����������汾���������汾�����Ͻ��еı༭�仯��
1����Χ
1.1���淶���������𱣻����õ�����ճ�ỷ��Ϳ���ASTM A 416 �淶�е�250 ����270 �����ɳ���˿ԤӦ���ֽ��ߡ�����Ϳ��ͨ��������������������������8 ���е�Ϳ��Ҫ��ķ����Ƶã������߸���˿��Ŀ�϶�ɻ�����֬��ȫ��䣨����1.2 ��������֮�⣩��ʹ����ëϸ�����û����������徲������ĸ�ʴ���ʵ����뽵����͡�
ע�� 1�D�D���淶��ָ����������Ϳ���Ӧ���ߣ�
1.2����������Ҫ��˿��Ŀ�϶���Բ����
ע�� 2�D�D��϶�����ĸֽ�����ڲ�������ʴ�����Ƽ�����Ϊ������ԤӦ�����������ê��ʹ�á�
1��3���淶������Ӣ�磭����λ����A882 �淶������SI ��λ����A882M �淶���Ķ�����
1��4��Ӣ�磭����λ����SI ��λ�Ƶ�ֵ������Ϊ�DZ��ġ��������У�SI ��λ���������С�������һ����ϵ�Ƶ�ֵ�����������һ�ֶ�ʹ�á���������ϵ�Ƶ�ֵ���ʹ�ûᵼ���뱾�淶�IJ�һ�¡�
2�������
2��1 ASTM ����
A370 �ֲ�Ʒ��е��������鷽���Ͷ���2
A416/A416M ԤӦ������������Ϳ����˿�ֽ��߹淶3
B117 �����豸�������4
D968 �л�Ϳ�㿹ĥ���Ե���ɰ���鷽��5
G12 �ֲĹ���Ϳ�㱡Ĥ���������������鷽��6
G14 ����Ϳ�㿹����Ե����鷽�����������飩6
G20 ����Ϳ�㿹��ѧ�Ե����鷽��6
2.2������ٹ�·�����ֱ��棺
FHWA-RD-74-18 ��������ǿ���ķǽ���Ϳ�㣨1974 ��2 �£�7
1�����淶��ASTM A01“�֡�������Լ���غϽ�”ίԱ���Ȩ��֮�£�����ֱ����A01.05“�ּ�ǿ”��ίԱ�Ḻ��
Ŀǰ�İ汾�� 2002 ��6 ��10 ͨ������2002 ��7 �³��档����������A 882/A882M-91��֮ǰ����İ汾��A 882/A882M-96ε1��
2��ASTM ����ᣬVol 01.03.
3��ASTM ����ᣬVol 01.04.
4��ASTM ����ᣬVol 03.02.
5��ASTM ����ᣬVol 06.01.
6��ASTM ����ᣬVol 06.02.
7�����Ҽ�����Ϣ����Springfield���ʼҸۿ�·5285 ��, VA 22161.
3������
3.1�����涨�����ﶨ��
3.1.1ճ��ʧЧ�D�D����ճ��Ļ���Ϳ��ֽ��ߵĸ�˿ʧȥճ����
3.1.2����ճ�ỷ��Ϳ��D�D�������ϡ���Ӳ���ԵĻ�����֬�����������������ʵ�һ�ֲ�Ʒ�����Է�ĩ��ʽ��Ӧ�õ����ġ������ȵĽ��������ϣ��ۺ��γ�����������Ϳ�㡣
3.1.3ɰ�ϣ�Ƕ�뻷��Ϳ�������Ķ������ӣ�����ߺ�ˮ�ཬ��ճ�
3.1.4��ף�����ͨ���Ļ���У���������������ܱ���Ϳ��IJ�������
3.1.5�����ϣ��������������δͿ�������һ��Һ��Ϳ�ϡ�
4���ɹ���Ϣ
4.1��Ӧָ����
4.1.1��A416/A416M�����°汾��һ�µ���Ϳ��ֽ��ߵ�ֱ������������͡�
4.1.2�⻬����Ϳ�����ĥɰ����Ϳ�㣨��7.3����
4.1.3��������Ӣ��[��]����
4.1.4֤��Ҫ��A1.2.3 �ڣ���
4.1.5������Ʒ��Ҫ��5.3 �ڣ���
4.1.6�����ϵ�Ҫ��5.4 �ڣ���
ע�� 3�D�D����Ϳ��ֽ��ߵ��Ͷ������������£�84 000 Ӣ�ߣ�2560 �ף���ĥɰ���ͻ���Ϳ��ֽ��ߣ�ֱ��1/2 Ӣ��[12.7mm]��270K �������ɳڣ�ľ�ְ�װ������ASTM A882- [A 882M-]�淶��
5������
5.1��Ϳװ��ԤӦ���ֽ���Ӧ��������ָ����A416/A416M �淶��Ҫ����Ӧ��û���͡���֬�����������Ⱦ�
5.1.1����A416/416M �淶��������������ʱ������ʼ�غ��Ǹֽ��߹涨����С�ƶ�����70��ʱ������Ϳ������ֽ���1000 Сʱ����ɳ���ʧӦ�ò�����6.5%��
5.2Ϳ�����Ӧ�����㱾�淶�и���A1 ���е�Ҫ�����ʹ�����ϻ���ɰ�ϣ����ǿ��������ģ�����֮�⣬Ϳ�����Ӧ�����л��ɷ���ɡ�
5.2.1�������ָ����Ӧ�������ṩ����֤������ȫ��˵�������У���ʹ�õ�Ϳ�����ÿ�������������ϣ�����������������ڣ����������ƺ͵�ַ��һ�ݱ�������Ӧ��Ϳ��������㸽��A1 Ҫ���˵����һ�ݱ���ÿ����ʹ�õ�Ϳ����Ϻ��������㸽��A1 Ҫ��IJ�����ͬ���IJ��ϵ�˵����
5.3�������ָ����Ӧ�����ܷ��������װһ��8 ��˹[0.23kg]��Ϳ����ϵĵ����������������ţ��ṩ����
5.4�������ָ����Ӧ�ý���Ϳ�������һ�µġ��ڻ������г��ֶ��ԡ����㸽��A1Ҫ����������ṩ����
6��������
6.1����Ϳװ�ĸֽ��ߵı��棬Ӧ���û�ѧ�������������ܴﵽ��ͬ���Ч���ķ���������࣬��ȷ��Ϳװ��ĸֽ��������8 �ڵ�Ҫ��
7��Ϳװ
7.1Ӧ���ڱ������֮�������۲��ɷֱ�ı�������������֮ǰ������������ı������Ϳװ��������������Ϳװ���ͺ�������ζ����ܳ��������10 ���ӡ�
7.2Ϳװ���þ�����������������������8 ��Ϳ��Ҫ��ķ������У�����Ϳ�����Ϳ����������̵��Ƽ�����������ڹ̽ᡣ
7.3Ϳ������ǹ⻬���͵Ļ�����ĥɰ���͵ġ�
7.3.1��ĥɰ���͵ĸֽ��߱�����ʱ���������ӣ�ɰ�ϣ�Ӧ�ñ�Ƕ��Ϳ��ı��档��Щ���Ӳ�Ӧ�õ���Ϳ�㲻�����8 �ڵ�Ҫ�������ڻ�������Ӧ���Ƕ��Եģ��ͻ��������Ӽ��Լ��������β���Ӧ��
7.3.2ĥɰ���ֽ��߱���Ļ�����֬��Ӧ���ܴﵽ150ºF[66��]��������ͨ���չ���ԤӦ���Ӹֽ�������Χ�������Ĵ��ݡ�
ע�� 4�D�D���棺�¶ȸ���165ºF[74��]����ǰ���õĻ�����֬��ʼ������ʧȥͨ���չ����غɴӸֽ�������������ݵ���������200ºF[93��]��ʧȥȫ������������
8��Ϳ��ֽ��ߵ�Ҫ��
8.1Ϳ����
8.1.1���ڹ̻����Ϳ����Ӧ����15��45mils[380��1140μm]��
8.1.2Ϳ�㱡Ĥ�ĺ��Ӧ���ô������ƻ��������������в��������������̵��Ƽ������鷽��G12 �ĵ�5 �ڽ��д������Ƶ�ʹ�ú�У�����������鷽��G12 �еĵ�5.2.1�ڣ�������ƬӦ�÷��ڹ���ֽ��ߵı�������Ǹְ�ı��档��������Ӧ���ܹ�����ֱ��0.1��0.3 Ӣ��[2.5��7.5mm]��Բ�ν����Ϳ���˿��Ϳ���ȡ��ֽ�������˿������Ϳ���ȣ����β��Ե����������±5����
8.1.3�������ĸֽ����ϣ�����Ӧ��ÿ2000 Ӣ��[600m]����������˿ÿ���Ķ�������Ϳ���ȡ������Ҫ����������˿��ÿ�ײ���Ϳ���ȵ�ƽ��ֵӦ���ṩ��������Ҫʱ������ʱ�ļ���¼ҲӦ���ṩ��
8.2Ϳ���������
8.2.1���ڹ̽��Ϳ��Ӧ��û�п����пա����ƺ����ۿɷֱ����������
8.2.2Ϳװ�����У�Ӧ��ʹ���ʵ��ġ���ˮ��Ϊ��������������������������̵Ĺ�̣��������������⡣
8.2.3����������������У����ÿ100 Ӣ��[30 ��]���������2 �����øֽ���Ӧ�ñ�����������Ӧ���ƶ�������ʩ��ÿ100 Ӣ��[30 ��]��2 ������2 ���������Ϳ��ֽ��ߣ�Ӧ�ð��������������̵��Ƽ������������������ʱ��Ӧ��ʹ��Ϳ��������ϵ��ܺ�Ȳ�����1.1mm[45mils]��
8.3Ϳ���ճ��
8.3.1Ϳ���ճ���ͼ�������Ӧ������������������һ��������ɵ�Ϳ��ֽ�������ȡһ����Ʒ����ֱ��Ϊ�ֽ��߹���ֱ��32 �����������180º __________�������������Ӧ����68 ��86ºF[20 ��30��]֮�䴦����ƽ�⡣
8.3.2�������ֽ��ߵ���Χ����Ӧ�������ۿɼ���Ϳ�����ƻ���ճ��ʧЧ��Ϳ�����ƻ���ճ��ʧЧ����Ӧ�ñ���Ϊ������������Ʒ������Ϳ��ֽ��߷��������ɡ��ظ����鰴��10.1 �ڽ��С�
8.3.3Ϳ��ճ�������������У���˿���߸ֽ��ߵ����Ѳ�Ӧ�ñ���Ϊ��Ϳ��ճ���IJ��ϸ��Դ�ͬһ����������ȡ����һ���������档
8.3.4Ϳ���ճ����ҲӦ��ͨ����A416 �淶�еĵ�6 ��һ�µ������������������Ϳ��ֽ���Ӧ������A416/A416M �淶���ƶ�������������1�������ʣ������������ʵ�Ҫ��ֱ��1���������ʣ�����������Ϳ�㲻Ӧ�ó������ۿɼ������ơ�
8.3.5���������������������Ӧ��5 Ӣ�߳�[1500mm]�����������������������A370�Ķ�������鷽����Ҫ��
8.4�ͻ���������ˮ�ཬ��ճ��
8.4.1ĥɰ����Ϳ��ֽ���Ӧ�ý����������飬��ȷ���ʵ���ճ�����ܡ��������������Ӧ�ñ����������1 ��ʾ�ߴ�Ļ�����Բ�����С�δ������ĸֽ���Ӧ�����������������ᱻͬ���ĵذ���0.001 Ӣ��[0.025mm]����ʱ����С����ͼ1 ��ʾ���������ۺ�ǿ�ȴﵽ4000 ��5000psi[30 ��35MPa]ʱ��ͨ��Һѹ����еǧ�ﶥʩ�����ڻ���Ϊ0.001 Ӣ��[0.025mm]ʱ����У�����غɼƲ������ڲ�������һ��ʹ�ÿ̶��̼������������ơ�0.001Ӣ��[0.025 ����]����ʱ����С��Ӧ�����ٵ��ڻ��ߴ��ڱ�1 �е�ֵ��
�� 1 ���������Ҫ��
|
�ֽ���ֱ��
|
Բ����ֱ��
|
����
|
0.001Ӣ��[0.025����]����ʱ����С��
|
||||
|
Ӣ��
|
����
|
Ӣ��
|
����
|
Ӣ��
|
����
|
1bf(����)
|
ǧţ
|
|
1/4(0.250)
|
8.35
|
6
|
152
|
8.5
|
216
|
1700
|
7.65
|
|
5/16(0.313)
|
7.94
|
6
|
152
|
8.0
|
203
|
1960
|
8.72
|
|
3/8(0.375)
|
9.53
|
6
|
152
|
7.5
|
190
|
2210
|
9.83
|
|
7/16(0.438)
|
11.11
|
6
|
152
|
6.5
|
165
|
2230
|
9.92
|
|
1/2(0.500)
|
12.70
|
6
|
152
|
6.0
|
152
|
2350
|
10.45
|
|
(0.600)
|
15.25
|
6
|
152
|
5.5
|
140
|
2590
|
11.52
|
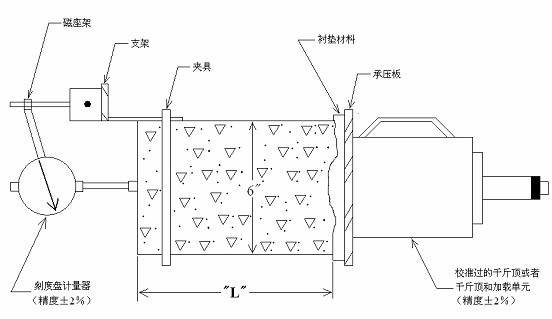
“L”Ϊ����
ͼ 1 ����������Ƽ�����
9���������
9.1��ÿ���������ȵĶ˲�����Ӧ����Ϳ���ճ�����顣
9.2ÿ����50 000 Ӣ��[15 240 ��]ĥɰ���ֽ��ߣ�����һ���������顣
10���ظ�����
10.1���Ϳ���ȡ������ԡ�Ϳ���ճ���������������������������涨��Ҫ����ÿ��ʧ�ܵ����飬��ͬһ�̾���һ���������ٽ�λ��ȡ�������������ظ����顣��������ظ�����Ľ������涨��Ҫ�������������̾�Ӧ�ñ����ܡ�
11�����
11.1�����ļ����Ա�����ĺ�ͬ����ִ�е�ʱ��Ӧ�ÿ������ɽ��롣������Ӧ��������Ա�ṩ���к����ı������Ժͱ��淶һ�µIJ���ʹ�����⡣�����������涨�����е�����ͼ��������֮ǰ�������̵ij��ؽ��У����Һ������̵ľ�Ӫ�����ڲ���Ҫ�ij�ͻ��
12������
12.1����10.1 ���еĹ涨��û�����㱾�淶��Ҫ���������������Ϳ��ֽ����̾�Ӧ�÷�����
12.2��ΪͿ���Ȼ��������Զ�������Ϳ��ֽ��ߵ��̾�����������ϵIJ��ֱ�ȥ���������µIJ������㱾�淶��Ϳ��Ҫ��ʱ��Ӧ�ñ����ܡ�
13��֤��
13.1��������ⲿ��飬������֤�����ϸ��ݱ��淶���������顢�������㱾�淶��Ҫ����ô���֤��Ӧ�ó�Ϊ���Ͻ��ܵĻ�����֤��Ӧ�ð����淶��š�����ʱ�䣬����еĻ����������ţ���
13.2������Ҫ��������Ӧ�öԷ�����ÿ���ߴ�ͼ���ĸֽ����ṩһ�ݴ����Ե��غɣ����������ߺ�������������������ĸ�ӡ����
14�����ú�ʶ��
14.1���а�װ����Ӧ�üӳĵ���߲�ȡ���ʵİ�װ�Է�ֹͿ������ˡ�Ϳ��ֽ������е��̾�Ӧ�������ֶԸֽ��ߵ�Ϳ�㲻�������˵ķ�ʽ������
14.2��Ϊ��װ����ɵ�Ϳ�����ˣ�Ӧ�ø��������������̵��Ƽ��������������Ϳ��Ӧ�÷��ϱ��淶��8 �ڵ�Ҫ��
14.3Ϊ�˿��ݣ��̾���Ӧ���������������졢Ϳװֱ������ص�����б��֡�
15���ؼ���
15.1Ϳ��Ҫ����ʴ������Ϳ�㣬ԤӦ������������˿���ֽ��ߣ����
����
��ǿ����Ϣ��
A1. �л�Ϳ�������Ҫ��
A1.1 Ϳ��Ҫ��
A1.1.1����ѧ��
Ϳ��Ŀ���ѧ��Ӧ�ð������鷽��G20 ������������Ϳ��ֽ��߳��������µ�ÿ���Լ��У�����ˮ��3M ��Cacl2 ˮ��Һ��3M ��NaOH ˮ��Һ��Ca(OH)2 �ı�����Һ��û�������������ͨ��Ϳ����0.25 Ӣ��[6.35 ����]ֱ����������Ӧ�ý������顣������Һ���¶�Ӧ����24±2�档��̵�����ʱ��Ӧ����45 �졣Ϳ�����û��ˮ�ݡ�������ճ��ʧЧ�����ڴ��ڼ������ס���45 ���ڼ䣬������Ŀ�Ӧ��û����ʴ��
A1.1.2�Ȼ�������
���ڹ̽�Ϳ��ı�Ĥ�����Ȼ��������ԣ�Ӧ����ʹ���б��������С��ȣ���FHWA-RD-74-18 �����ķ����������顣����Ӧ����24±2���½���45 �졣������Ĥ���ۼ�������Ũ��Ӧ��С��1×10^(-4)M��
A1.1.3��ĥ����
�ֽ���Ϳ��Ŀ�ĥ���ԣ�Ӧ��ͨ�����鷽��D968 ����ɰ������ȷ�������鷽��D968�������������Ϳ��ֽ��ߡ�ĥȥ10mils[0.25 ����]Ϳ������Ҫ��ɰ�����Ӧ�ô���1000����
A1.1.4�������
�ֽ���Ϳ�㿹��е���˵�������Ӧ��ͨ������������ȷ����ͬ���鷽��G14 �����������Ƶ������豸Ӧ�ñ�ʹ�ã�ͬʱ����һ��4-1b[1.8kg]�Ĵ�ͷ�����Ӧ�÷�����Ϳ��ֽ��ߵĶ������������������½��С�ͨ��80in.1bf[9M·m]�ij�������˳������������Ϊ��ͷ�����ñ��Σ�Ϳ��Ӧ��û�����䡢���ơ�����ճ��ʧЧ���֡�
A1.1.5��������
Ϳ��ֽ�������Ӧ�ñ���������С������������70��������B117 ����������±�¶3000 Сʱ��Ϊ�˱����������߸�ʴ���˲�ʹ�õ�ê��Ӧ�����Դ������б������Ա㲻Ӱ����������ÿ250 СʱӦ�ý��и�ʴ����Ĺ۲�ͼ�¼����¶3000 Сʱ��Ӧ�ó�������ļ�������Ӧ������ס�
A1.1.6��������
A1.1.6.1����������
��a����Ϳ��ֽ���Ԥ��������С������������75����ê�̶��͡������ê��ʧ�ܺ���Ҫ�ص���С������������75������ô��ê������ӱ���Ƭ��
��b���Ӹֽ��ߵĶ˲���ʼ����6 Ӣ��[0.15 ��]��2 Ӣ��[0.61 ��]��4 Ӣ��[1.22 ��]��6 Ӣ��[1.83 ��]��7 Ӣ��6 Ӣ��[2.29 ��]��λ�óɶԵ�װ��10 ���ȵ�ż������ʹ�ɶԵ��ȵ�ż�еĵ���װ�ڸֽ��ߵ�ÿһ�ߡ�
��c����Ԥ�����ĸֽ�����Χ�������������γ�һ��8 Ӣ��[2.44 ��]���Ļ������������ֽ����ڻ�������������ġ�����������ijߴ�ο���A1.1������ʪ����������������������������
��d������������ǿ�ȴ�Լ�ﵽ4000psi[27.58MPa]����ע��A1.1����ͨ������ͷŻ������и��ê���ɿ��ֽ��ߡ�����ڸֽ�����Χ�Ļ��������¶ȳ���150ºF[65.5��]����Ҫ�ɿ���
|
�ֽ���ֱ����Ӣ��[����]��
|
�����������Ľ������Ӣ��[����]��
|
|
3/8 [9.53]
|
3½×3½[89×89]
|
|
7/16 [11.11]
|
4½×4½[114×114]
|
|
1/2 [12.70]
|
4½×4½[114×114]
|
|
0.600 [15.24]
|
5½×5½[140×140]
|
ע�� A1.1�D�DֻҪ��С��4000psi[27.58MPa]������ʱ��������ǿ�Ȳ���Ӱ����������
A1.1.6.2�������
��a�����ֽ��ߵĶ˲���ʹ�øֽ��߽�����������˶����������Ա�����ת������LVDT���������Ƶ�װ�ý��в�����
��b���ڼ���ǻ�а��������������ڻ������еĸֽ��ߵı�����ȵ�ż���ӣ�������ÿ���˲�����LVDT��
��c�����м��ȣ�ʹ�øֽ�����Χ���ȵ�ż��õ��¶Ⱦ����ܵ��ȶ��������������ٶ�Ӧ����1.0ºF /min[0.5��/����]��2.5ºF /min[1.4��/����]֮�䡣���Ż������������������ٶȾ�������ͬ���ȶ���
��d����Լÿ���7ºF[3.8��]����¼�¶ȣ�ͬʱ��¼����LVDT �Ķ�����
��e�������������ٵ�190ºF[88��]��
��f������ÿ����¼���¶ȣ�������LVDT ������ƽ������Ӧ���¶���ͼ��������ͼ����0.01 Ӣ��[0.25 ����]�ߵ��¶ȣ�����Ϊ�˺�7.3.2 ��Ҫ����ն������Եĸֽ��ߵ������ٶȡ�
A1.2��������
A1.2.1���鵥λ
Ӧ�����������̿��Խ��ܵĵ�λ���н������顣
A1.2.2ֻҪ�ı�Ϳ����䷽���߸ı乩Ӧ�̣���Ӧ������A1.1 �Ĺ涨���п���ѧ�ԡ��Ȼ������ԡ���ĥ���ԡ����������������顣
A1.2.3֤��
���������������ġ�������������ǩ�ֵı��棬Ӧ���ṩ�������̡�
�����е��������漰���κ�ר��Ȩ����Ч�ԣ�ASTM ���ʲ��е����Ρ����鱾����ʹ���ߣ�����κδ���ר��Ȩ����Ч�ԡ�Υ����ЩȨ���ķ��յ����Σ�ȫ����ʹ���߳е���
����������Ӧ����ļ���ίԱ����ʱ��������ÿ5 ������һ�Ρ����û������Ҫô�������»������Ҫô���dz�����Ϊ��������������Ϊ������������ӭ��������������ύ��ASTM �����ܲ������������������Ӧ����ļ���ίԱ��Ļ��飨��Ȼ����Ҳ���Բμ�������飩�ϵõ���ϸ�Ŀ��ǡ�����������Լ������û�еõ���������֤����ô�����Ը���ASTM ��ίԱ�ᣬ��ַ���£�
������Ȩ���� ASTM ���ʣ�100 Barr Harbor Drive, PO Box C700, West Conshohocken, PA 19428-2959,United States. ���з�ʽ�����Եõ������ĸ�ӡ����������౾����ͨ��������ַ����ASTM����绰 610��832��9585������610��832��9555 �������ʼ�service@astm.org; ����ͨ��ASTM ��ַwww.astm.org��